案例客户信息
客户:王总
产品:丝网印刷包装纸盒
涂材:UV油墨、UV光油
地址:广东省东莞市长安镇
案例使用产品类型
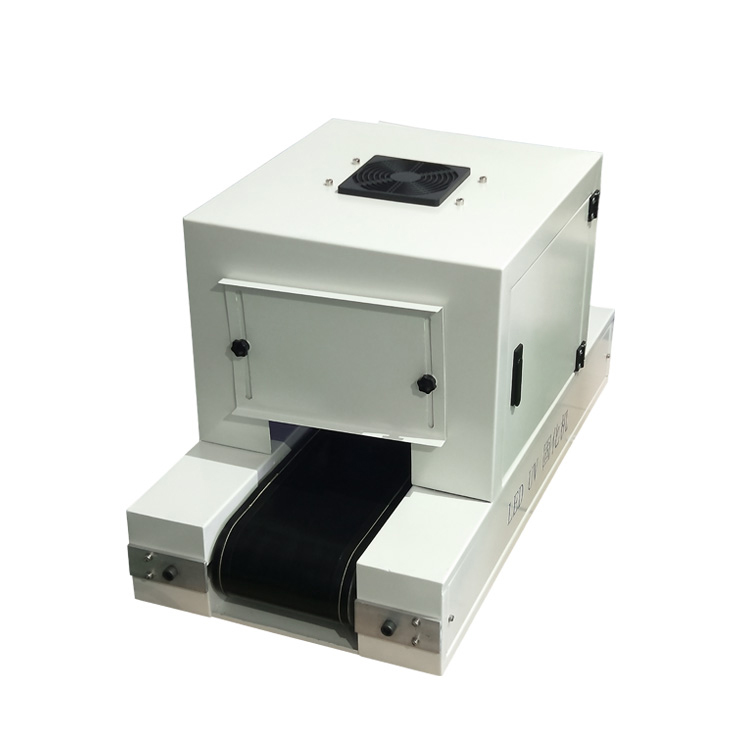
产品型号:YSGH-CSD-800
冷却方式:水冷
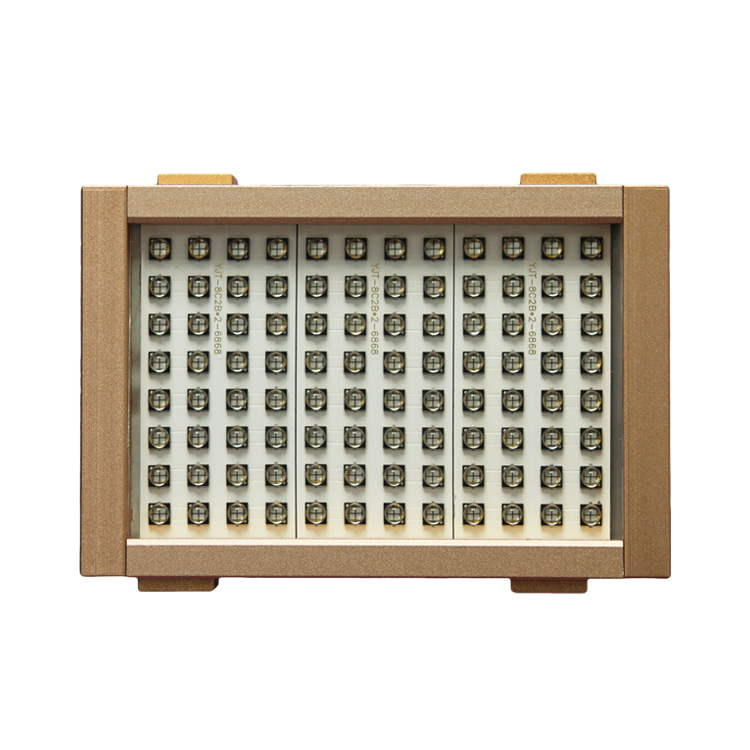
发光面积:45mm*1200mm
照射头尺寸:52mm*1205mm
波长:395nm
辐射度:1-5W/cm2
电压:AC220V
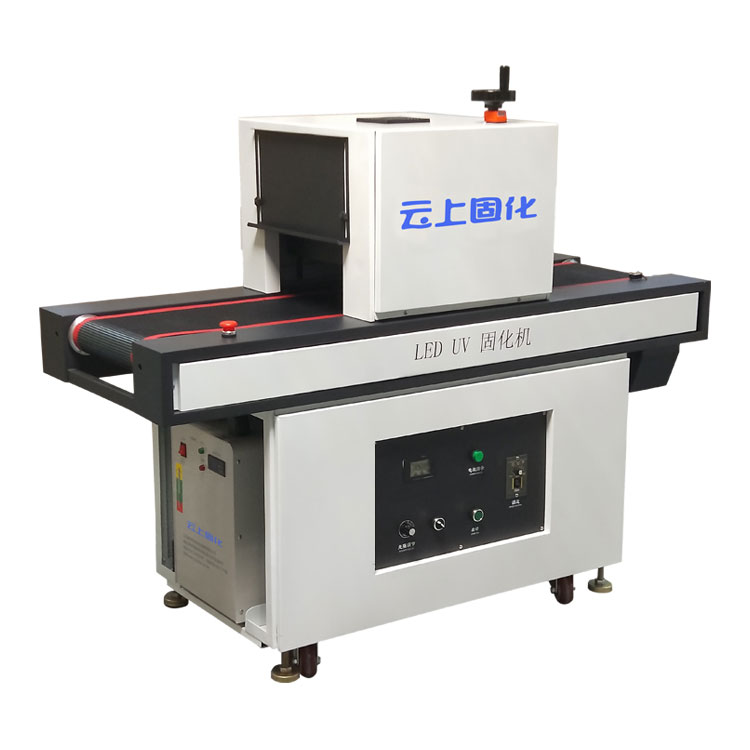
机台:紫外线、机箱分离式UV固化灯设备
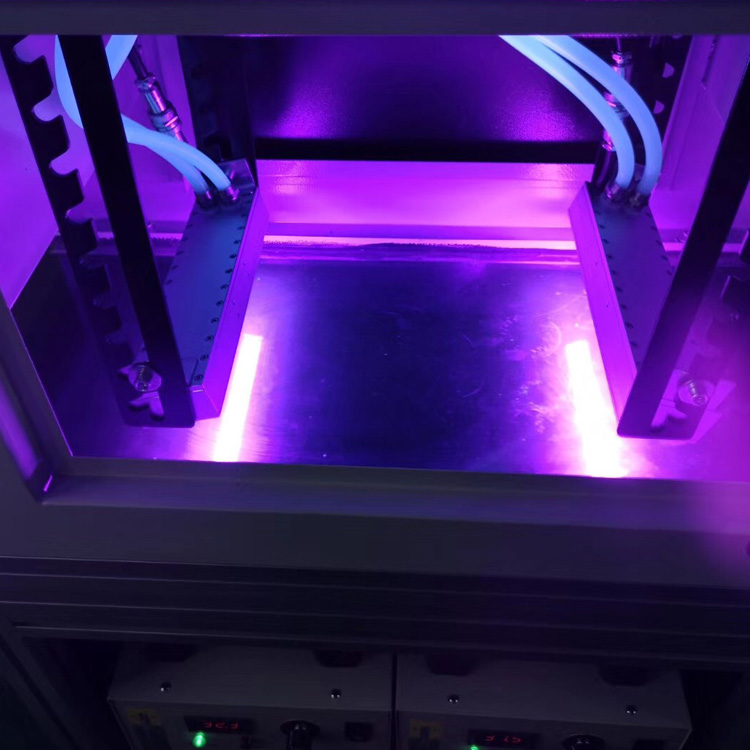
用途:UV胶水、UV油墨紫外线光照固化
案例固化要求
固化用时:3秒
固化温度:≤70摄氏度
环保要求:对环境没有污染,UV固化设备符合环保标准。
节能要求:省电25%。
固化要求:不能有有毒有害气体产生,表面有光泽。
表面处理方式:全自动印刷机,丝网印刷UV油墨后LED UV固化灯设备照射固化。
具体细节我就不做过多的叙述,现在就针对这个案例给大家分享一下相关问题的解决方案。
想知道塑料喷涂UV漆油墨胶水的附着力差的原因,就要搞清楚单液型底漆与UV面漆之间不存在化学交联,基本上底漆、面漆之间的分子间作力(包括分子间范德华力和氢键作用力),以及底漆和面漆之间的相互溶解,渗透所带来的物理锚合作用,因此要求底漆和面漆之间的配套。底漆太硬面漆难以咬入,UV面漆溶解力太弱,不能形成良好的层间结合,底漆太软容易咬底、发花、发雾,同样面漆太厚,自由基聚合时体积收缩太大对附着力也有影响。影响附着力的可能原因:
1、底漆硬度高;涂装后放置时间太长,干得太透;铝粉漆的铝粉含量偏高都是影响层间附着力的重要因素。
2、UV面漆原因:树脂和单体自身的粘附性不高;或配方设计时官能度偏高造成自由基聚合反应时体积收缩太大(特别是涂膜太厚时体积收缩影响附着力的现象更明显);或UV固化不彻底,没有形成足够长的分子链。溶剂偏弱或挥发太快、导致对底漆及塑料底材的二次溶解力不够。表面张力太高,不能对底漆充分润湿和流平,配方设计不合理也是塑料喷涂UV漆油墨胶水的附着力差的原因。
解决方案:
1)调整底漆的硬度,提高底漆烘烤温度延长烘烤时间。铝粉含量要控制在合理的范围,使用和UV配套的底漆系统。
2)控制好UV涂膜的体积收缩,调整溶剂的溶解力和挥发速率,调整膜厚、引发剂用量和灯功率,重新选择原材料和调整配方
2.硬度
硬度的影响因素与解决方案
硬度的定义:涂层的硬度一般是指涂膜表层的铅笔测试硬度,其测试结果主要取决于涂层自身的硬度,同时也与涂膜的韧性和表面滑爽有关
影响硬度的可能原因:
底漆硬度和涂膜厚度;所选用主体UV树脂的结构和官能度,单体官能度越高硬度越高体积收缩越大,厚涂时附着力易差;配方的较终UV固化转化率要求UV固化灯光固时能量不小于800mj/cm2。涂层中丙稀酸双键的交联密度;UV线红外流平温度和时间、UV曝光能量以及干膜厚度。
对于塑料喷涂UV油墨胶水的附着力差的原因,可行的解决方案:
调整底漆硬度;调整面漆配方增加交联密度,但不能太高,以硬度大于数值为好;增加涂膜厚度,控制在30-40um;增加曝光强度,但不宜太高,否则官能团太多,交联点太多,体积收缩太大,厚涂时附着力会变差;调整红外流平温度和时间,使UV漆中溶剂在红外流平时要充分释放后再进行紫外光固化,但红外流平温度过高或时间太长也会造成UV漆咬底漆而降低整个涂层硬度。